Aspectos importantes a considerar para la aplicación de electrodos revestidos, microalambres y alambres tubulares.
ACEROS AL CARBON
Acero al carbón
3/32” (2.3mm) Amperaje Recomendado
1/8” (3.2mm) Amperaje Recomendado
5/32” (4.0mm) Amperaje Recomendado
3/16” (4.8mm) Amperaje Recomendado
Electrodo tipo 6010
60 – 80
80 – 120
110 – 160
140 – 190
Electrodo tipo 6011
50 – 85
80 – 125
120 – 165
Electrodo tipo 6013
55 – 90
85 – 130
125 – 165
150 – 190
Electrodo tipo 7018
70 – 100
90 – 145
130 – 175
160 – 105
ACEROS INOXIDABLES
Acero inoxidable
3/32” (2.3mm) Amperaje Recomendado
1/8” (3.2mm) Amperaje Recomendado
5/32” (4.0mm) Amperaje Recomendado
3/16” (4.8mm) Amperaje Recomendado
Electrodo tipo 308
50 – 75
70 – 100
95 – 130
Electrodo tipo 316
50 – 80
75 – 105
100 – 135
Electrodo tipo 309
60 – 85
80 – 105
Electrodo tipo 310
50 – 75
75 – 105
95 – 130
125 – 160
HIERROS COLADOS
Hierro colado
3/32” (2.3mm) Amperaje Recomendado
1/8” (3.2mm) Amperaje Recomendado
5/32” (4.0mm) Amperaje Recomendado
3/16” (4.8mm) Amperaje Recomendado
Electrodo Maquinable
70 – 90
70 – 100
110 – 140
Electrodo Semi – Maquinable
75 – 105
110 – 150
ALUMINIO
Aluminio
3/32” (2.3mm) Amperaje Recomendado
1/8” (3.2mm) Amperaje Recomendado
5/32” (4.0mm) Amperaje Recomendado
3/16” (4.8mm) Amperaje Recomendado
Aluminio
70 – 100
90 – 125
BRONCE
Bronce
3/32” (2.3mm) Amperaje Recomendado
1/8” (3.2mm) Amperaje Recomendado
5/32” (4.0mm) Amperaje Recomendado
3/16” (4.8mm) Amperaje Recomendado
Bronce
90 – 130
125 – 165
VOLTAJES Y AMPERAJES SUGERIDOS PARA ALAMBRES TUBULARES
Diámetro de alambre
Corriente (Amperes)
Voltaje
0.045”
140 – 160
24 – 27
140 – 160
25 – 28
180 – 200
26 – 29
200 – 220
27 – 30
220 – 240
27 – 30
1/16”
200 – 240
25 – 28
240 – 260
25 – 28
260 – 280
26 – 29
3/32”
300 – 380
26 – 32
VOLTAJES Y AMPERAJES SUGERIDOS PARA ALAMBRES SOLIDOS
Diámetro de alambre
Corriente (Amperes)
Voltaje
0.023 (0.6)
120 – 140
16 – 22
0.030 (0.8)
120 – 140
16 – 22
0.035 (0.9)
160 – 180
18 – 24
0.045 (1.1)
190 – 220
20 – 26
Aspectos importantes de seguridad en el manejo de cilindros con gas a presión.
Antes de usar el cilindro, verifique la etiqueta y el color de la ojiva para comprobar que contenga el gas requerido.
Si detecta alguna fuga en la válvula del cilindro, mueva éste a un área abierta lejos de cualquier fuente de ignición. Coloque señales de prevención, notifique a su proveedor de gases.
NUNCA trasvase gases.
NUNCA acerque flamas al cilindro ni lo exponga a altas temperaturas.
Verifique que las válvulas y las conexiones sean las adecuadas para el gas o líquido a utilizar.
Siempre utilice las herramientas adecuadas para conectar o desconectar su equipo.
Nunca sustituya un gas por otro. Verifique siempre en la etiqueta el gas contenido.
Los cilindros en uso deberán mantenerse en posición vertical y sujetos a un poste, columna, pared o carro portacilindros.
Colóquese a un lado del regulador cuando abra la válvula del cilindro.
NO cambie ni force las conexiones de un cilindro o DEWAR. Si éstas no acoplan con las conexiones de su equipo notifique a su proveedor de gases
Sólo personal autorizado y calificado puede operar los contenedores y tanques con gases o líquidos criogénicos.
Todos los cilindros deberán transportarse en posición vertical, sujetos a un carro portacilindros y con el capuchón se seguridad puesto.
Verifique fugas solo con agua o jabón.
Cuando maneje cilindros con oxígeno, no use grases, aceites o derivados de hidrocarburos, ya que en contacto con oxígeno, éstas pueden reaccionar violentamente.
Prohibido retirar cilindros de respaldo de emergencia de la central de gases
Todos los cilindros que no estén en uso, llenos o vacios, deben almacenarse en posición vertical y con el capuchón de seguridad puesto.
FORMULA QUIMICA DE ALGUNOS GASES
Gas
Fórmula química
Argón
Ar
Acetileno
C2H2
Nitrógeno
N2
Oxígeno
O2
Dióxido de carbono ó Bióxido de carbono
CO2
Helio
He
Hidrógeno
H2
Aspectos importantes en la soldadura y corte con oxi-acetileno y oxi-butano.
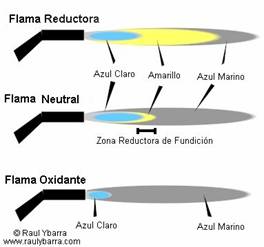
TIPOS DE FLAMA
Para la mayoría de los trabajos con soldadura autógena, se requiere una flama neutral, es decir balance oxígeno, acetileno.
Con un ligero exceso de oxígeno se genera una flama oxidante que es ideal para soldar metales como el latón. Este tipo de flama evita la generación de molestos y peligrosos vapores de zinc.
Metales ligeros o blandos se soldan con un exceso de acetileno para crear una flama reductora o blanda.
TEMPERATURAS QUE SE GENERAN UTILIZANDO DISTINTAS MEZCLAS DE GASES
Mezcla de gas
Temperatura
Oxigeno – acetileno
Aprox. 3200 °C
Oxígeno – propano
Aprox. 2500°C
Oxígeno – hidrógeno
Aprox. 2370°C
REGLAS DE SEGURIDAD PARA EL ARMADO Y USO DEL EQUIPO DE SOLDADURA Y CORTE CON OXI-ACTILENO Y OXI-BUTANO
Purgue las válvulas de los cilindros antes de instalar los reguladores.
Purgue individualmente los conductos de oxígeno y gas combustible del maneral y boquilla antes de encenderlos.
Afloje el tornillo de los reguladores antes de abrir la válvula del cilindro.
Encienda el gas combustible en el soplete antes de abrir la válvula de oxígeno.
Al abrir la válvula del cilindro, colóquese junto al cilindro en el lado opuesto al que está colocando el regulador.
No use aceite, grasas o derivados de hidrocarburos en las conexiones, válvulas, reguladores, maneral, soplete o cualquier parte que tenga contacto con el oxígeno.
Abra y cierre las válvulas de los cilindros lentamente.
No use oxígeno como sustituto de aire comprimido.
Nunca utilice acetileno comprimido a presiones superiores a 1 kg/cm2.
Mantenga el gas y materiales combustibles alejados del calor.
PRECAUCIONES Y PRACTICAS DE SEGURIDAD PERSONAL EN EL USO DEL EQUIPO DE SOLDADURA Y CORTE CON OXI-ACTILENO, OXI-BUTANO Y SOLDADURA POR ARCO ELECTRICO
Es necesario mantener las mangas de la camisa sin enrollarlas al trabajar. Se deberá utilizar guantes y casco. Se deberá utilizar un lente con la sombra correcta. Las personas que se encuentren observando las actividades también deberán utilizar protección adecuada.
Es necesario protegerse contra destellos de arco, resplandores, lesiones mecánicas u otros incidentes. Se deberán utilizar lentes de seguridad con la sombra adecuada
Se debe utilizar ropa protectora resistente al calor y/o al fuego, delantal o pechera, protección para las piernas, mangas y guantes.
Se debe utilizar calzado alto para evitar que la escoria o material incandescente penetre al pie. NO utilice calzado flojo, mal abrochado o bajo.
Se debe usar ropa limpia. No use ropa que se haya manchado con aceite o grasa.
Es necesario que haya una ventilación adecuada en el área de trabajo de corte o soldadura
Se deberá utilizar protección auditiva, no sólo porque haya ruido, sino porque también existe la posibilidad de que el chisporroteo o las chispas pudieran penetrar en los oídos.
Se deberá utilizar una capucha de mezclilla o de algún material resistente al fuego o alguna otra protección para la cabeza en contra de chispas o chisporroteo.
Se deberá proteger a los trabajadores que se encuentran laborando cerca del área de trabajo para evitar que sean lesionados debido a la exposición a la radiación por arco. Si su estación no puede ser protegida, todas las personas que se encuentren en un rango de 23 metros de distancia del lugar, deberán utilizar protección ocular cuando se estén llevando a cabo operaciones de corte o soldadura.
CABLE 3 HILOS USO RUDO RECOMENDADO PARA ALIMENTACION PRIMARIA
CABLE CALIBRE
AMPERES
Calibre 12 AWG
40 – 60
Calibre 10 AWG
60 – 90
Calibre 8 AWG
80 – 120
CABLE PORTAELECTRODO RECOMENDADO
CABLE CALIBRE
AMPERES
VOLTS
Calibre 4 AWG
150
600
Calibre 2 AWG
250
600
Calibre 1/0 AWG
350
600
Calibre 2/0 AWG
500
600
Una instalación inadecuada, un aterrizaje incorrecto, así como la operación y mantenimiento erróneo del equipo eléctrico pueden generar riesgos importantes. Para evitar descargas eléctricas aplique las prácticas recomendadas que se alistan a continuación:
Todo el equipo y la pieza de trabajo deberán aterrizarse.
Los cables que se utilicen deben ser del tamaño y calibre correcto.
Todas las conexiones eléctricas deben estar bien hechas, apretadas, limpias y secas.
Para evitar descargas eléctricas es aconsejable mantener las áreas de trabajo, el equipo y la ropa secos en todo momento.
No utilice cables dañados, desgastados o pelados.
Evite que haya voltajes de circuito abierto. Este puede causar una descarga eléctrica.
Se deben utilizar guantes aislados cuando se ajuste o conecte el equipo. La corriente debe cortarse.
Los cilindros que contengan gases deberán mantenerse alejados de los lugares donde se realicen trabajos de soldadura para evitar así quemaduras con arcos a los cilindros.
Todas las conexiones eléctricas deberán ser realizadas por personal calificado y entrenado.
PRECAUCIONES Y PRACTICAS DE SEGURIDAD PARA SOLDADURA
Es necesario mantener las mangas de la camisa sin enrollarlas al trabajar. Se deberá utilizar guantes y casco. Se deberá utilizar un lente con la sombra correcta. Las personas que se encuentren observando las actividades también deberán utilizar protección adecuada.
Es necesario protegerse contra destellos de arco, resplandores, lesiones mecánicas u otros incidentes. Se deberán utilizar lentes de seguridad con la sombra adecuada
Se debe utilizar ropa protectora resistente al calor y/o al fuego, delantal o pechera, protección para las piernas, mangas y guantes.
Se debe utilizar calzado alto para evitar que la escoria o material incandescente penetre al pie. NO utilice calzado flojo, mal abrochado o bajo.
Se debe usar ropa limpia. No use ropa que se haya manchado con aceite o grasa.
Es necesario que haya una ventilación adecuada en el área de trabajo de corte o soldadura
Se deberá utilizar protección auditiva, no sólo porque haya ruido, sino porque también existe la posibilidad de que el chisporroteo o las chispas pudieran penetrar en los oídos.
Se deberá utilizar una capucha de mezclilla o de algún material resistente al fuego o alguna otra protección para la cabeza en contra de chispas o chisporroteo.
Se deberá proteger a los trabajadores que se encuentran laborando cerca del área de trabajo para evitar que sean lesionados debido a la exposición a la radiación por arco. Si su estación no puede ser protegida, todas las personas que se encuentren en un rango de 23 metros de distancia del lugar, deberán utilizar protección ocular cuando se estén llevando a cabo operaciones de corte o soldadura.
EFICIENCIA DE DEPOSITO DE MATRIAL POR TIPO DE PROCESO DE SOLDADURA
PROCESO
Eficiencia del depósito en %
Electrodo manual
60 – 65
MIG sólido
90
MIG tubular con protección de gas
83
MIG tubular sin protección de gas
79
TIG
95
Arco sumergido
98
CRITERIOS PARA SELECCIONAR LA SOMBRA DE PROTECCION – PROCESOS CON GAS 1
PROCESO CON GAS
ESPESOR METAL BASE
SUGERENCIA DE SOMBRA
(in)
(mm)
SOLDADURA
LIGERO
< 1/8”
< 3.2
4 ó 5
MEDIO
1/8” – 1/2"
3.2 – 13
5 ó 6
PESADO
> 1/2"
> 13
6 u 8
CORTE
LIGERO
< 1
< 25
3 ó 4
MEDIO
1” – 6”
25 – 100
4 ó 5
PESADO
< 6”
> 100
5 ó 6
El número de sombra es propuesto como sugerencia y puede variar dependiendo de las necesidades particulares de cada usuario.
CRITERIOS PARA SELECCIONAR LA SOMBRA DE PROTECCION – PROCESO ELECTRICO 1
PROCESO
DIAMETRO DEL ELECTRODO
CORRIENTE DE ARCO (AMPERES)
SOMBRE DE PROTECCION MINIMA
SOMBRA DE PROTECCION SUGERIDA
ELECTRODO REVESTIDO
< 3/32”
< 60
7
10
3/32” – 5/32”
60 – 160
8
10
5/32” – 1/4"
> 160 – 250
10
12
MIG
0.023”
< 60
7
10
0.023” – 0.035”
60 – 160
7
10
0.035” – 0.045”
< 160 – 250
10
12
0.045” – 0,062”
> 250 – 500
10
14
TIG
0.020” – 0.040”
< 50
8
10
1/16” – 3/32”
50 – 150
8
12
CORTE CON PLASMA
LIGERO
< 300
8
9
MEDIO
300 – 400
9
12
SEVERO
400 – 800
10
14
ARCO AIRE
5/32” – 5/16”
< 500
10
12
5/16” – 3/4"
500 – 1000
11
14
El número de sombra es propuesto como sugerencia y puede variar dependiendo de las necesidades particulares de cada usuario.
1 Las sombras aquí mostradas son solo sugerencias. Se recomienda comenzar con la sombra más obscura al momento de soldar. Posteriormente se debe utilizar una sombra menos obscura hasta llegar al óptimo para la vista.
TABLA COMPARATIVA GRADOS CENTIGRADOS – GRADOS FARENHEIT
°C
°F
°C
°F
°C
°F
0
=
21
60
=
140
200
=
392
10
=
50
70
=
158
250
=
482
20
=
68
80
=
176
300
=
572
30
=
86
90
=
194
350
=
562
40
=
104
100
=
212
400
=
752
50
=
122
150
=
302
500
=
932
Contamos con servicio a domicilio dentro de Monterrey y su área metropolitana
Agustín de Iturbide 420-B Ote. centro, San Nicolás de los Garza N.L. Tels.8353-9996 / 8353-2755